Прямой инжиниринг




Прямой инжиниринг — это когда необходимо воплотить идею или создать новый продукт с конкретными характеристиками.
1) Задаются параметры, технические и эргономические требования будущего изделия.
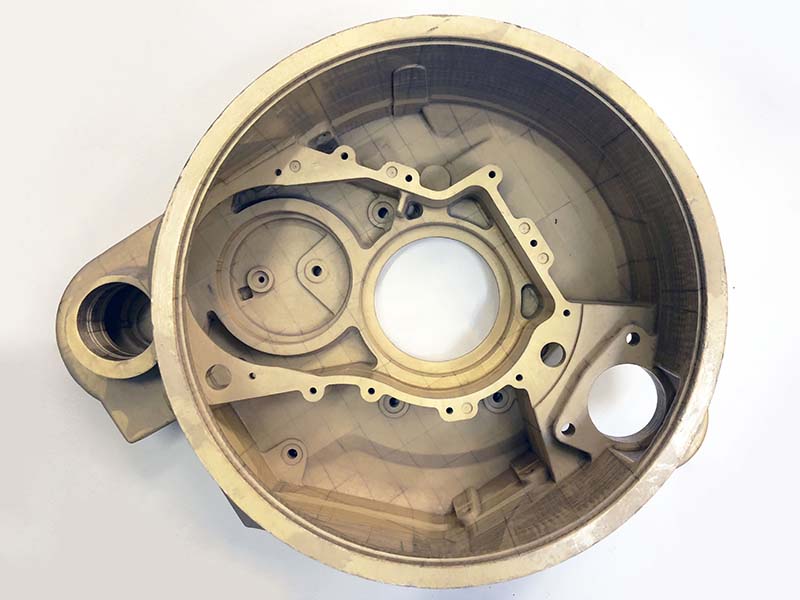
2) Создается 3D-модель.
3) На установке прототипирования изготавливается твердотельный прототип (аддитивные технологии).
4) Твердотельные прототипы используются для проверки собираемости, эргономики, а также каналов охлаждения внутренних полостей, по результатам проверки вносятся изменения и корректировки в 3D-модель.
5) По откорректированным 3D-моделям разрабатываются управляющие программы для станков с ЧПУ.
6) По управляющим программам на станках с ЧПУ изготавливается технологическая оснастка.
Например: пресс-форму, литьевую форму, кокиль или формовочный штамп.
7) В зависимости от требуемого количества изделий в единицу времени, рассчитать:
необходимую производительность технологической оснастки
количество гнезд
габаритные размеры.
8) Зная габаритные размеры технологической оснастки, массу куста отливок и материал, такой как в заданном образце, выбирается технологическое оборудование:
термопластавтомат
машина литья под давлением
кокильная машина
гидравлический пресс
механический пресс
9) Рассчитываются и подбираются основные технологические характеристики оборудования: усилие смыкания, объем впрыска, габаритные размеры плит, давление, температура нагрева и охлаждения
10) На основании расчетов делается окончательный выбор типоразмера технологического оборудования
Например: машина литья металлов под давлением с холодной камерой прессования с усилием смыкания 200 тонн и массой заливаемого металла 1,5 кг. или электрический термопласт автомат с усилием смыкания 80 тонн и объемом впрыска 112 см3, гидравлический пресс для литья резин усилием смыкания 160 тонн с плитами обогрева
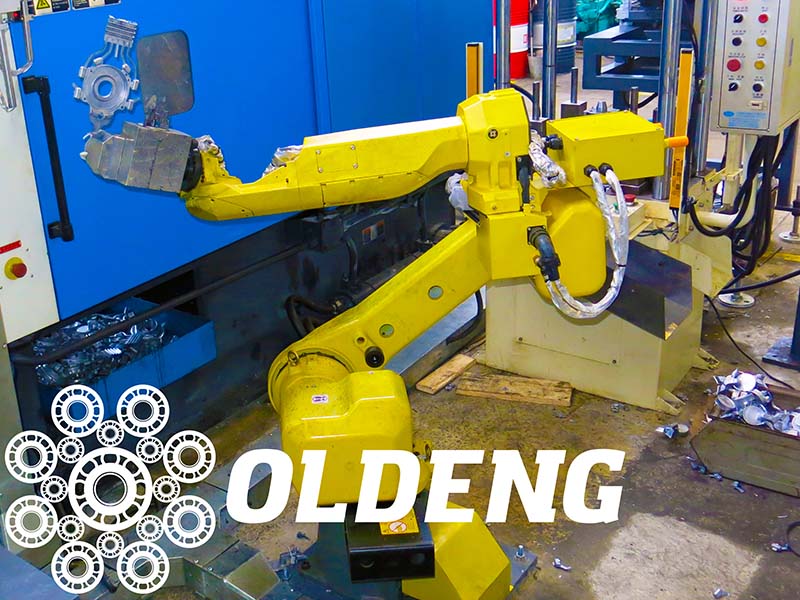
11) К технологическому оборудованию подбирается и рассчитывается необходимое периферийное оборудование
Например: антропоморфный робот, у которого рассчитывается радиус поворота, угол наклона, вылет «руки», усилие на кисти «руки», тип захвата. Манипулятор: заливщик, смазчик, съемщик. У них рассчитывается необходимые движения, объемы, типы форсунок, захваты. Для охлаждения технологического оборудования: пресс форм, литьевых форм и другой технологической оснастки подбирается достаточной мощности холодильники (чиллер). В зависимости от требований технологического процесса одним холодильником (чиллером) может охлаждаться и технологическое оборудование, и технологическая оснастка. Или отдельные чиллеры меньшей мощности используются для охлаждения технологического оборудования и технологической оснастки. Так же одним большим чиллером может охлаждаться несколько единиц технологического оборудования. Рассчитывается и подбирается термостат (система термостатирования), которая обеспечивает разогрев технологической оснастки до рабочих режимов без «теплового удара», высокую геометрическую повторяемость получаемых изделий, высокую плотность, низкую пористость. Печи: электрические, газовые, печи сопротивления, ТВЧ, в том числе и для реактопластичных материалов.
12) Подбирается и рассчитывается оборудование для отделения и удаления литниковых систем: пресс остатков, промывников, питателей.
Например: гидравлический пресс с усилием прессования 20-25 тонн и разделительный штамп. Дробилка роторного или шнекового типа для переработки литниковых систем. При подборе дробилки рассчитывается размер загрузочного окна, который должен превосходить размер литниковых систем и производительность килограмм\час
13) При технологической необходимости более глубокой переработки литниковых систем подбирается гранулятор.
14) Технологическое оборудование размещается по технологической цепочке в производственном помещении.
15) Составляются планы фундаментов, необходимых коммуникаций: энергоснабжение, водоснабжение, снабжение сжатым воздухом.
16) Изготовленное технологическое оборудование и технологическая оснастка монтируются, производится шефмонтаж.
17) Задаются оптимальные технологические режимы и параметры: температура, время выдержки, масса
18) Разрабатываются и сохраняются оптимальные технологические программы и технологические карты
19) Проводится консультирование рабочих, наладчиков, технологов
20) Технологическая система стабильно работает с заданными параметрами и производит необходимое количество изделий в соответствии с заданными изначально характеристиками в единицу времени с минимальной себестоимостью.
21) При необходимости подбирается технология заменитель.