Изготовление оснастки










Компания OLDENG (ОЛДЭНГ Россия) занимается производством и поставкой оснастки уже более 20ти лет.
У нас вы можете заказать следующие виды технологической оснастки:
• пресс формы литьевые
• пресс формы компрессионные
• формы прямого прессования
• кокили
• штампы разделительные
• штампы формовочные
• кондукторы
• приспособления и другое.
Изготовление оснастки возможно с применением реверсивного инжиниринга.
Реверсивный инжиниринг - это когда у вас есть образец какого-либо изделия и вам необходимо подобрать и разработать технологию по изготовлению изделия подобного образцу с необходимой производительностью и минимальными затратами.
1) Образец необходимо установить на координатно-измерительную машину и получить электронное облако точек.
2) С помощью специальной программы «поверхностного моделировщика» получить электронную 3D-модель образца
3) Используя специальную программу «твердотельный моделировщик» спроектировать технологическую оснастку: пресс-форму, литьевую форму, кокиль или формовочный штамп, в котором сформировать формообразующие полости с помощью электронной 3D-модели
4) В зависимости от требуемого количества изделий в единицу времени рассчитать необходимую производительность технологической оснастки, количество гнезд, и габаритные размеры
5) Разрабатывается конструкторская документация на технологическую оснастку
6) По конструкторской документации изготавливается технологическая оснастка.
При предоставлении заказчиком готовых чертежей (конструкторской документации) начинается непосредственное производство требуемой технологической оснастки.
При изготовлении технологической оснастки предоставляются определенные рекомендации.
Например:
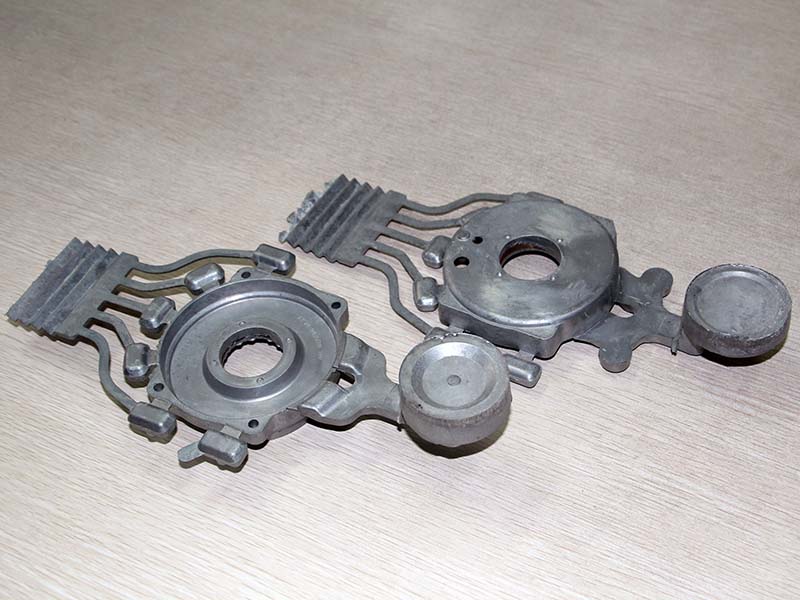
• при изготовлении пресс-форм для литья алюминиевых деталей (АК9, АК12) методом литья под высоким давлением необходимо опорные плиты изготавливать из стали 40Х и проводить термообработку до твердости 20-32 HRC
• Матрицы, пуансоны, знаки, оформляющие части ползунов, литниковые втулки изготавливать из жаропрочной стали 4Х5МФС, 3Х2В8Ф и проводить термообработку до твердости 42-48 HRC
• Втулки, колонки изготавливать из стали ШХ15, ШХ20 и проводить термообработку до твердости 56-62 HRC
• Необходимо выполнить в формообразующих деталях методом глубокого сверления развитую систему охлаждения с диаметром каналов не менее 12 мм
• На матрицах и пуансонах система охлаждения должна быть выполнена с сохранением постоянного расстояния между каналом охлаждения и формообразующей поверхностью (сложная кривая)